[CODE_4]: MEDIA_ELEMENT_ERROR: Format error







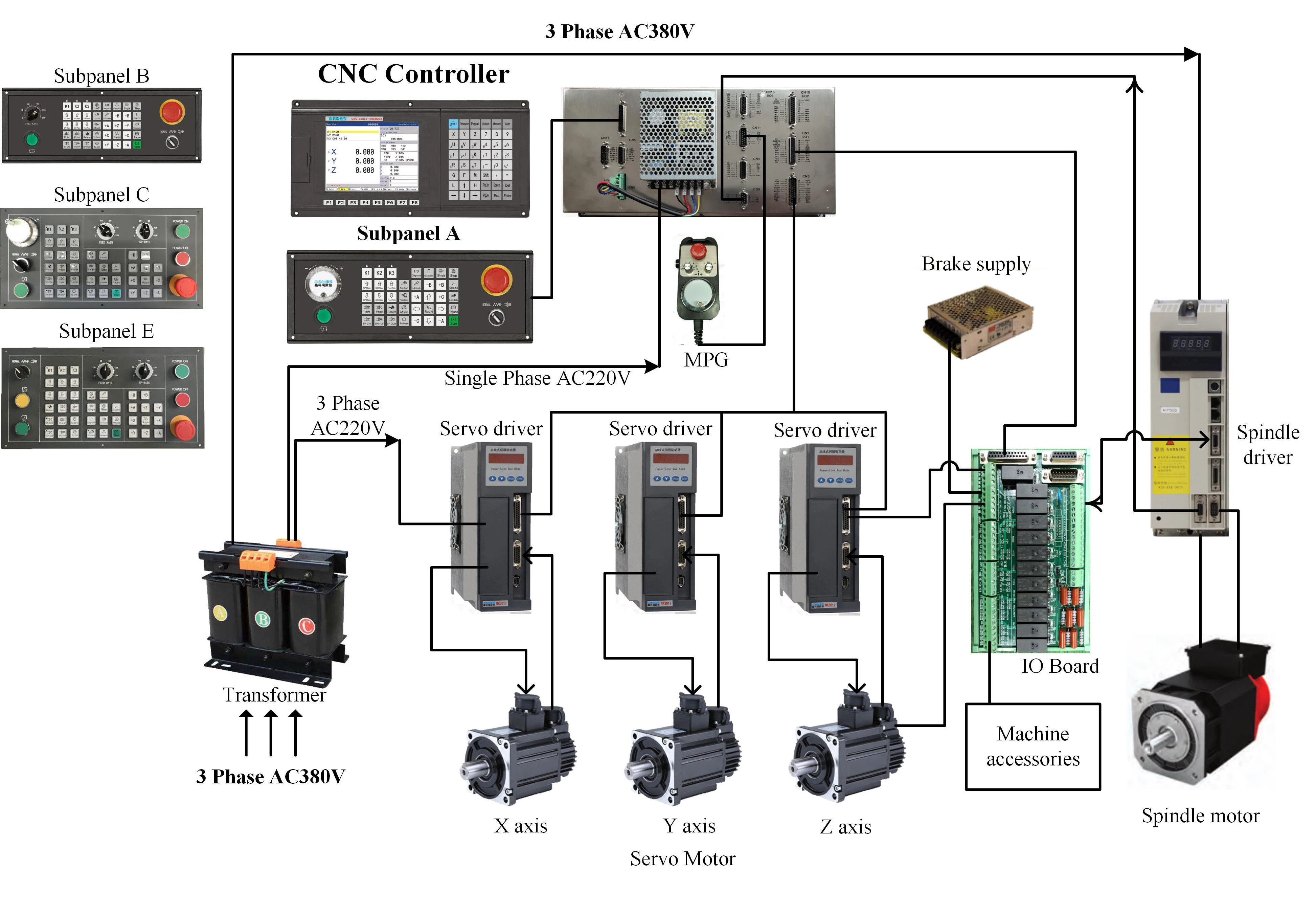
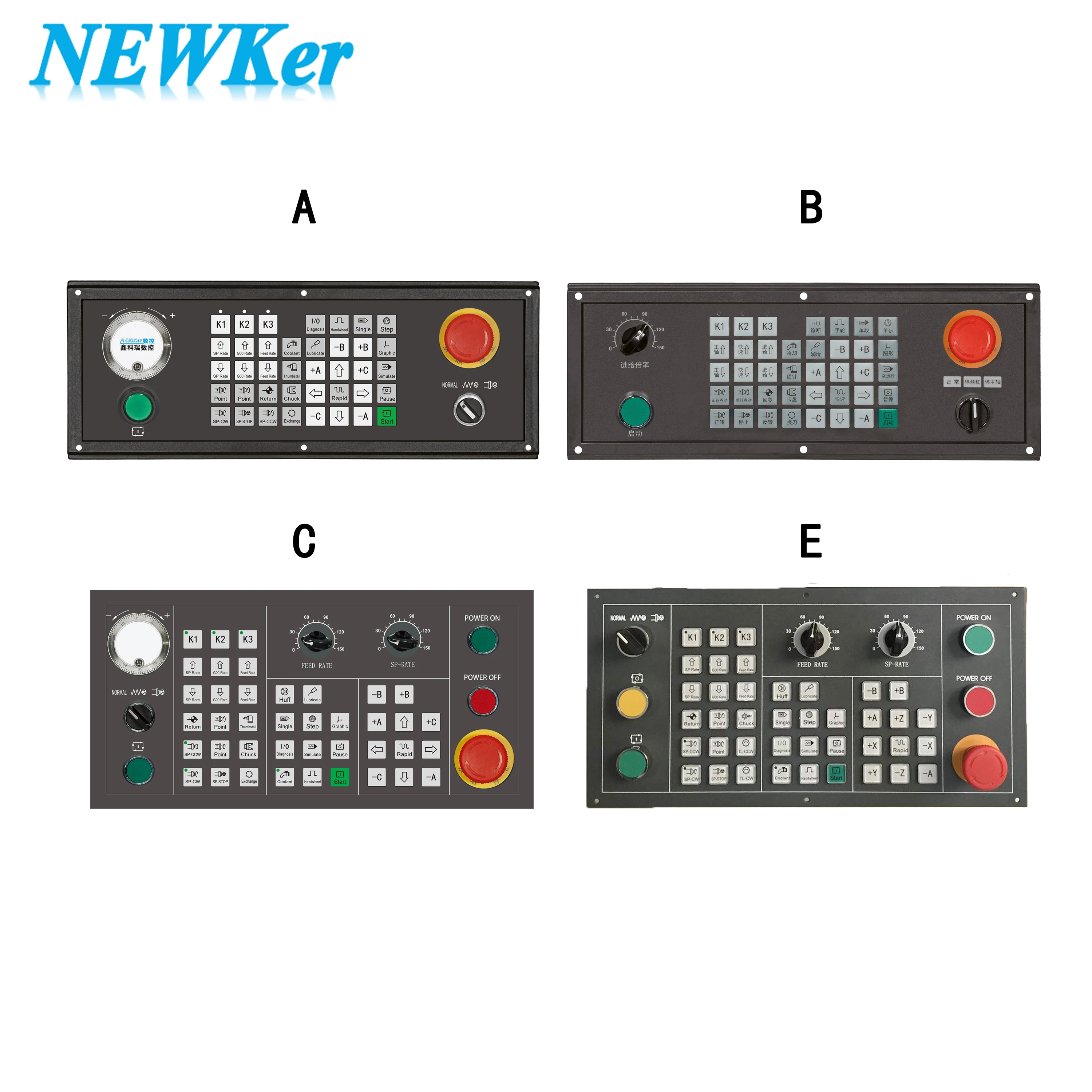
 NEWKerは、溶接生産ライン用の旋盤とフライス加工のCNCステッピングモーターコントローラーを組み合わせました
NEWKerは、溶接生産ライン用の旋盤とフライス加工のCNCステッピングモーターコントローラーを組み合わせました









パラメーターの詳細 | ||||||
システム機能 | Gコードは | |||||
制御軸数 | 3 ~ 8 (x、y、z、a、b、c、xs、ys) | 迅速に検索: | G00 | |||
最小プログラミング: | 0.001mm | 直線補間 | G01 | |||
ほとんどのプログラミング: | ± 99999.999mm | アーク補間: | G02/03 | |||
最高速度: | 60m/分 | スレッドカット: | G32 | |||
送り速度: | 0.001 ~ 30 m/min | サイライナーまたはコーンの切断サイクル: | G90 | |||
連続マニュアル: | 1つの軸または複数の軸を同時に | 端面を切断するサイクル: | G94 | |||
線補間: | 直線、円弧、ネジ山補間 | 切削糸のサイクル | G92 | |||
カッター補正: | 工具補償の長さ、半径ノーズ | タッピングの固定サイクル | G93 | |||
カッター補正入力: | 測定入力モードをカットしよう | エクサークルのラフカットのサイクル | G71 | |||
スピンドル関数: | ギア、ダブルアナログコントロール、リジッドタッピング | 端面でのラフカットのサイクル: | G72 | |||
ハンドホイール機能: | パネル、ハンドヘルド | クローズドカットのサイクル | G73 | |||
ハンドホイール処理: | ハンドホイール処理機能 | 端面のドリル深穴のサイクル | G74 | |||
画面保護: | 画面保護機能 | 外径の切削溝のサイクル | G75 | |||
ツールレスト機能: | ローツールレスト、電気もポスト99ナイフ | 複合糸の切断サイクル | G76 | |||
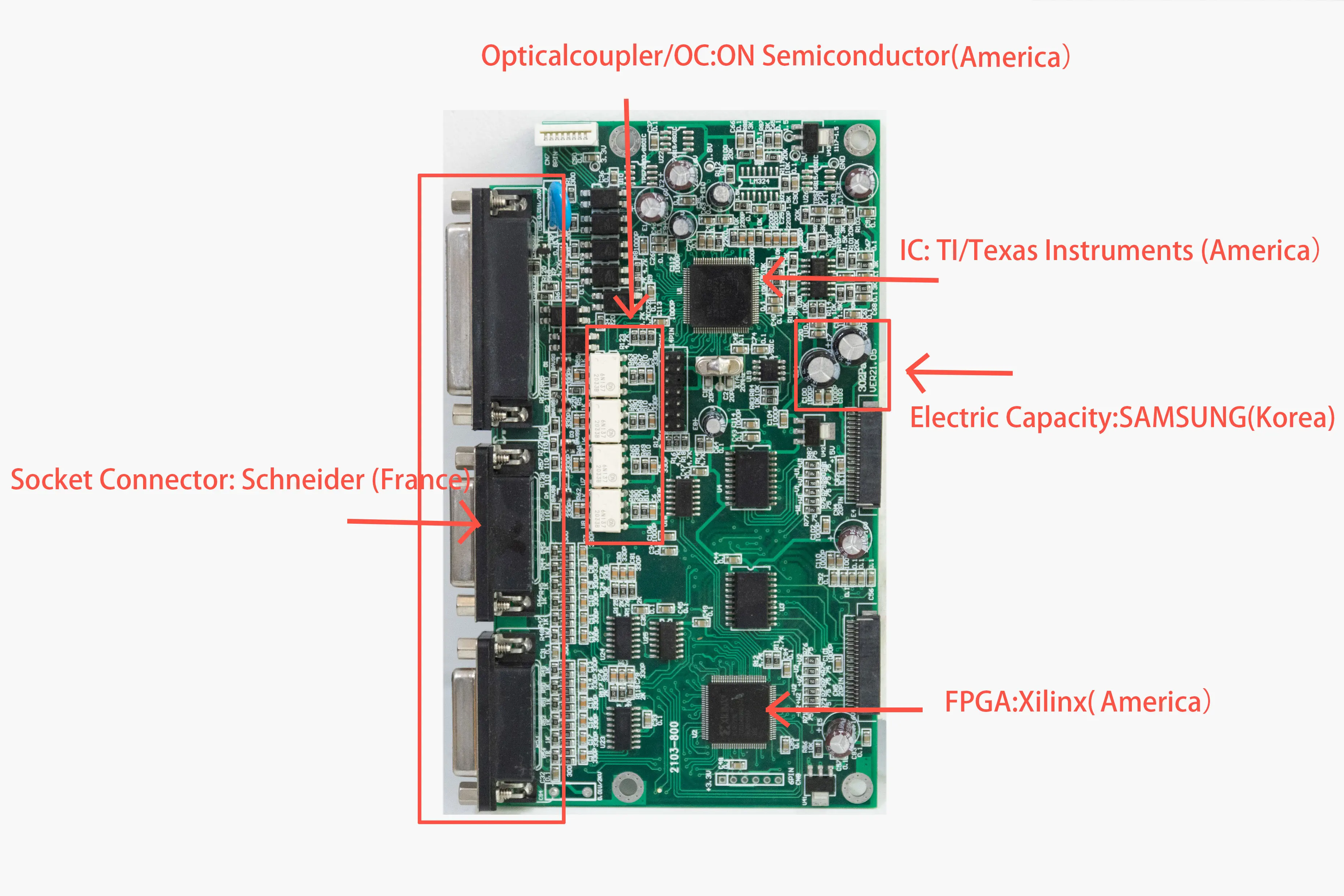
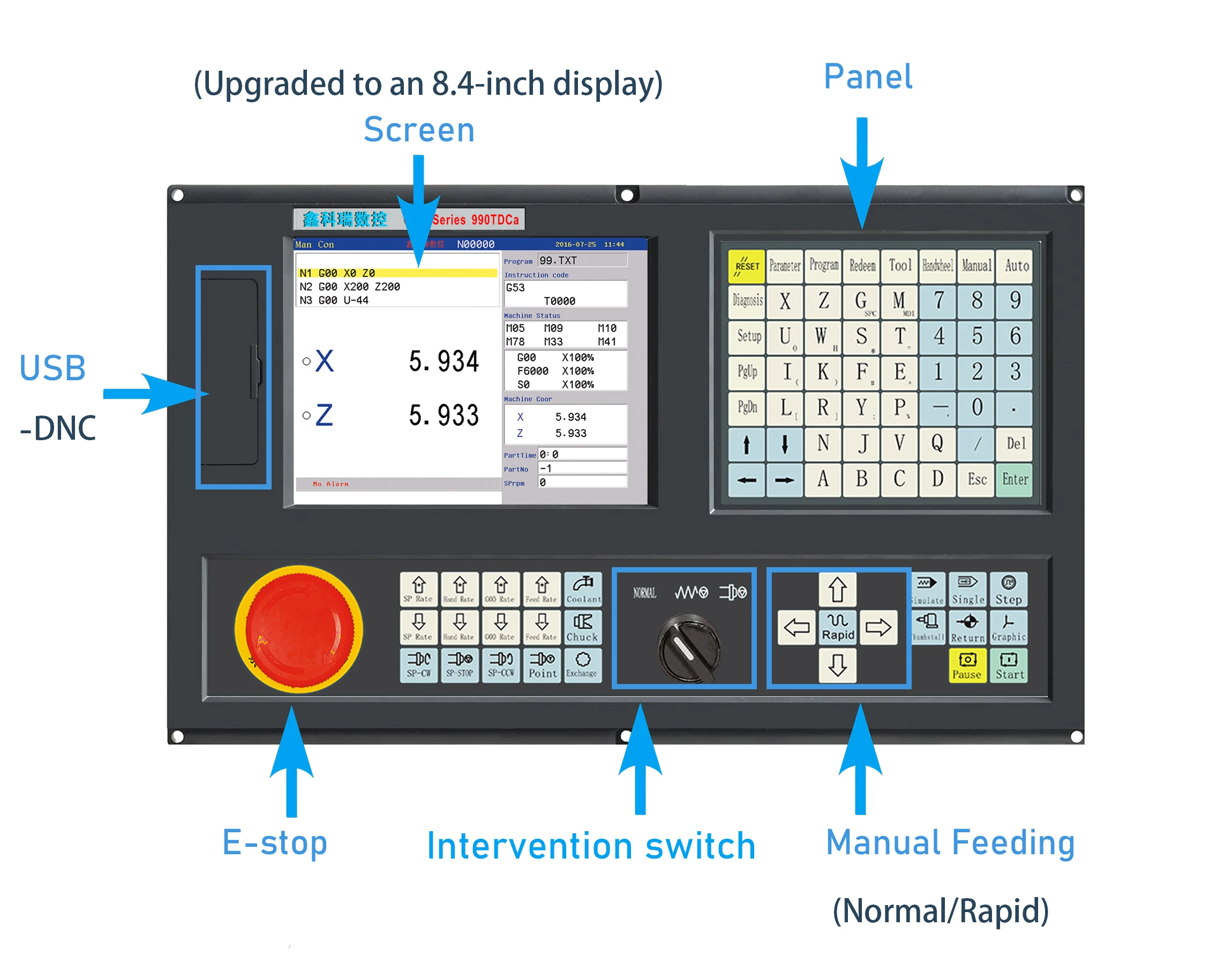
通信機能: | Rs232、USBインターフェイス | プログラムのサイクル | G22、g800 | |||
補正関数: | 工具補償、スペース補償、ネジピッチ補償、半径補償 | ローカル座標系: | G52 | |||
編集プログラム: | メートル/インペリアル、ストレートスレッド、テーパースレッドなど | Skipの指示を検出します。 | G31、g311 | |||
制限位置関数 | ソフト制限、ハード制限 | 極座標 | G15、g16 | |||
スレッド関数 | メートルおよびインチ形式、ストレートスレッド、テーパースレッドなど | メートル法/インペリアルプログラム: | G20、g21 | |||
事前読み取り関数: | 10,000本の短い直線を事前に読み取ります | セット座標、オフセット | G184、g185 | |||
パスワード保護: | マルチレベルパスワード保護 | ワーク座標系: | G54 ~ g59 | |||
入出力: | I/o 56*24 | 工具半径c | G40、g41、g42 | |||
Plcプログラム: | すべてオープンなデザイン | 正確な位置特定/連続パスプロセス: | G60/g64 | |||
加速および減速制御: | 直線、インデックス | 定数線形切断: | G96/g97 | |||
エンコーダの数: | 任意の設定 | 給餌モード: | G98、g99 | |||
ユーザーマクロプログラム: | 持っている | プログラムの開始点へのバックアップ: | G26 | |||
電気ギア機能: | 持っている | 固定小数点に戻る: | G25、g61、g60 | |||
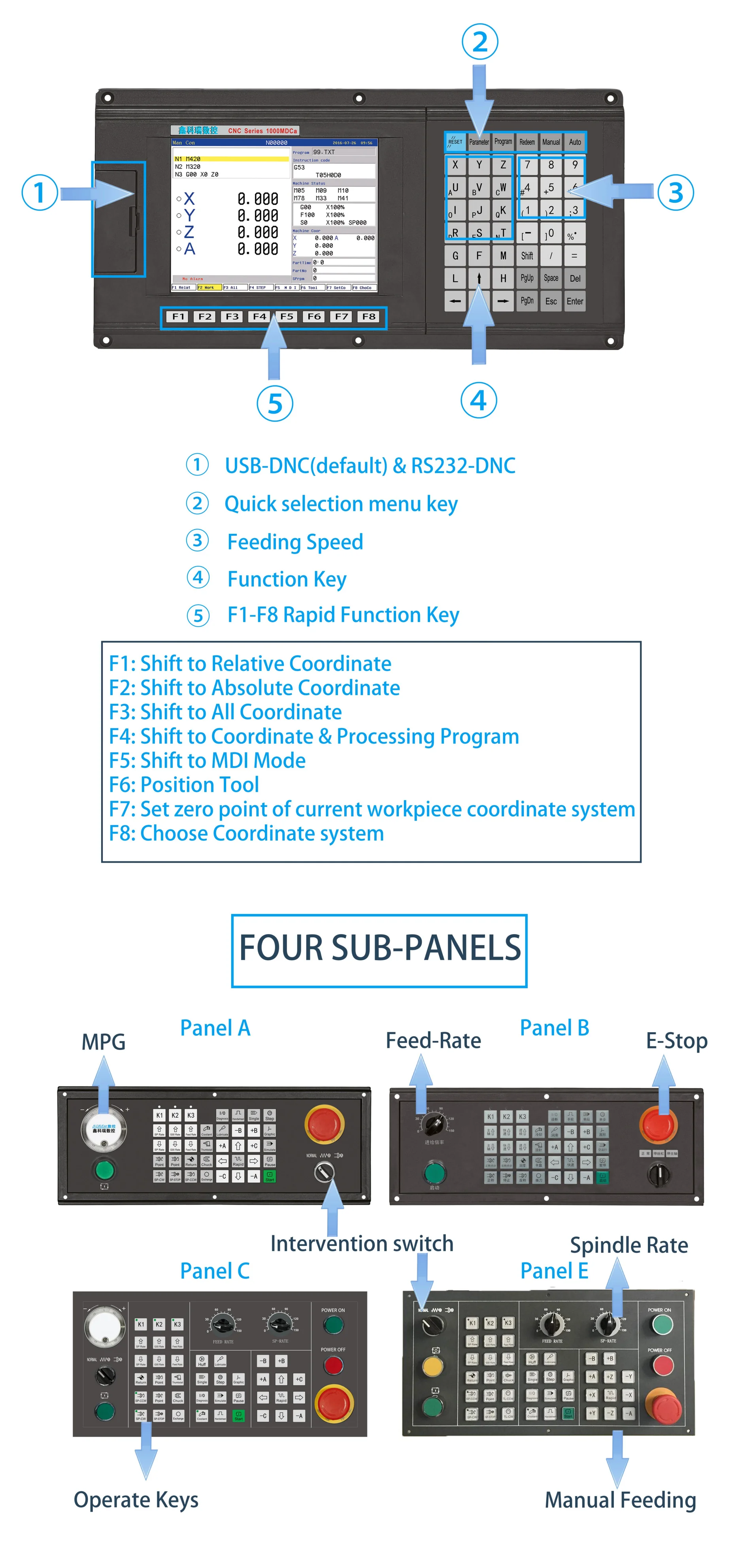
サブパネル | ハンドホイール付きタイプ、バンドスイッチ付きbタイプ、aとbの両方を持つcタイプ、eタイプ | データポイントへのバックアップ: | G28 | |||
アプリケーション: | Vmc、研削、特殊機械 | Suspend: | G04 | |||
マクロプログラム: | G65、g66、g67 | |||||
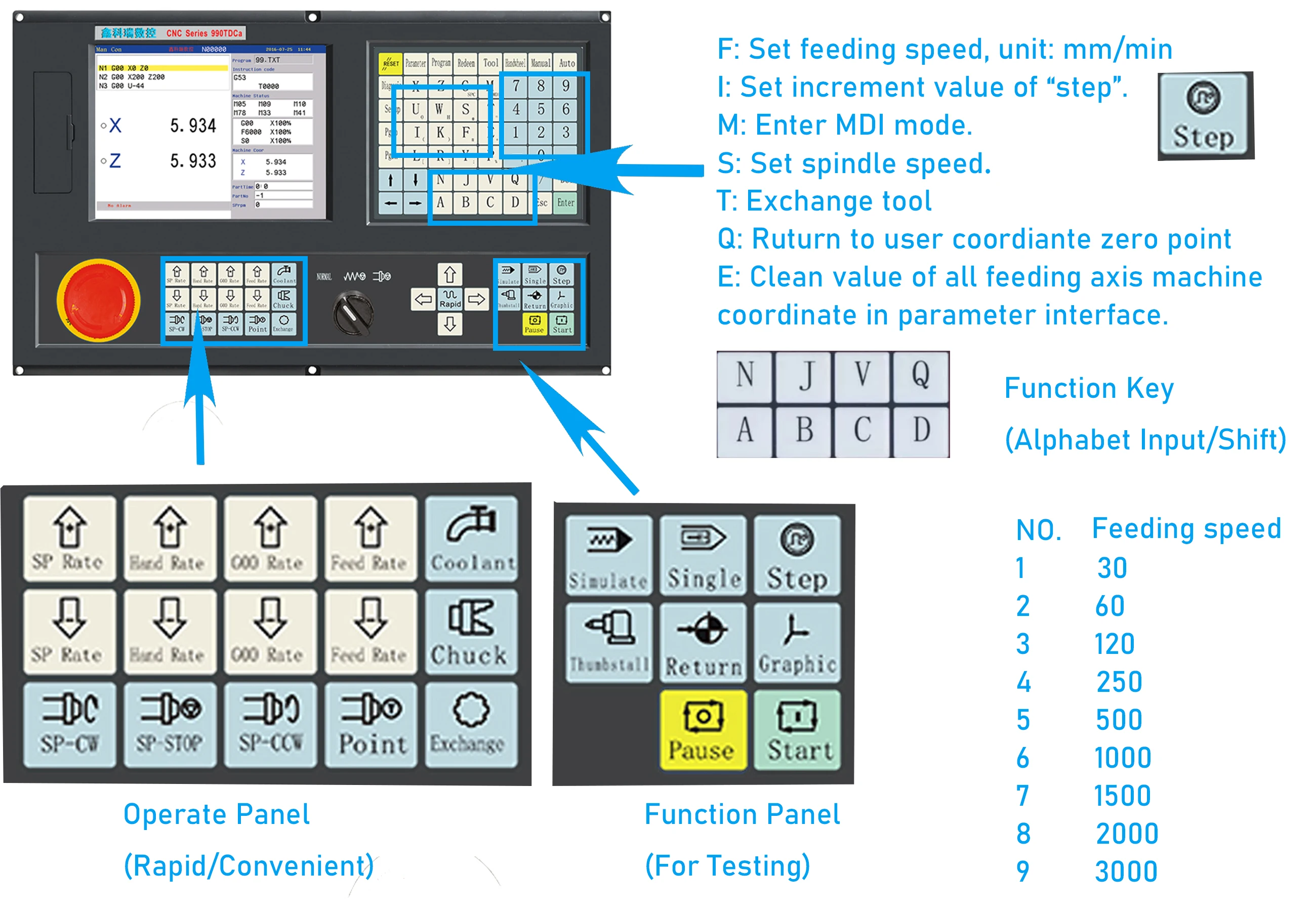
補助関数: | S、m、t | |||||